Paslanmaz Çelik Kaynağında Sık Yapılan 7 Hata
Paslanmaz Çelik Kaynağı Neden Zordur?
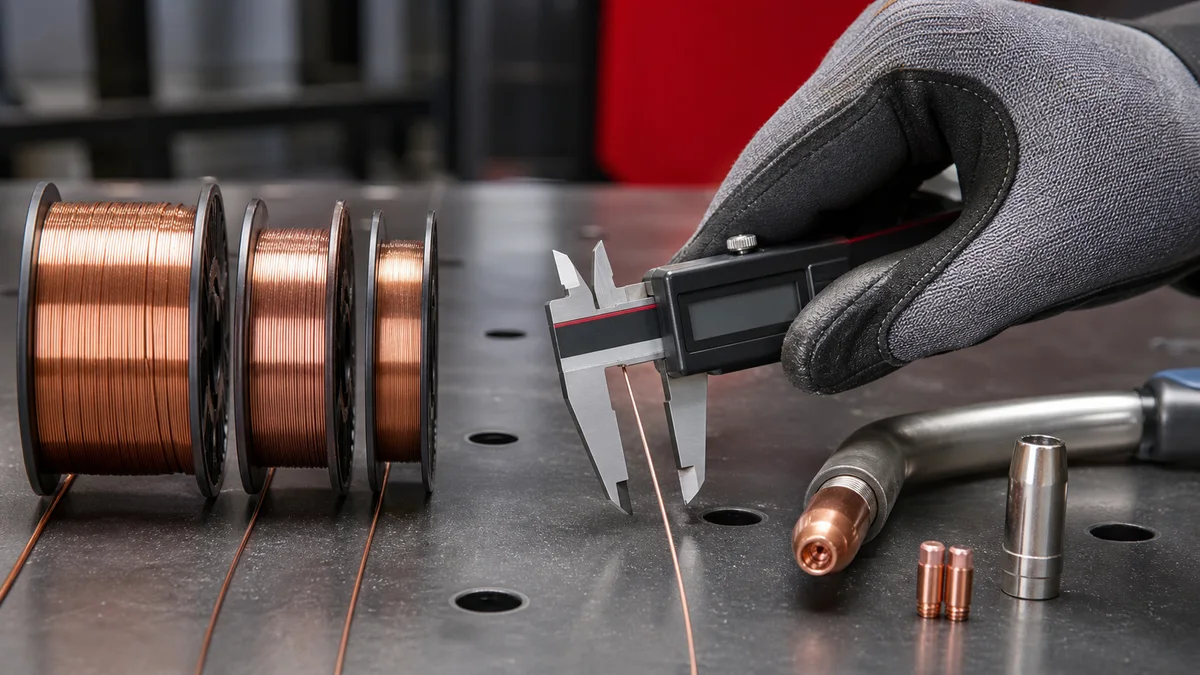
Paslanmaz çelik (özellikle östenitik 304/316), yüksek ısıl genleşme katsayısı, düşük ısı iletkenliği ve karbür çökelme riski nedeniyle standart karbon çeliğine kıyasla çok daha dikkatli kaynak parametresi yönetimi gerektirir.
Hata 1: Demir Kontaminasyonu
Karbon çelik kaynak kalemi, taşlama diski veya avuç taşlama makinesi paslanmaz yüzeyle temas etmemeli. Demir partiküller yüzeye işlenerek lokal korozyon başlatır.
Çözüm: Paslanmaz çeliğe özel ferro-free kesme/taşlama diskleri kullanın. DEFA stoğunda bulunmaktadır.
Hata 2: Yanlış Dolgu Teli
AISI 304 için: ER308L. AISI 316 için: ER316L. L serisi (düşük karbonlu) versiyon, ısı etkisini azaltarak interkristallin korozyonu önler.
Hata 3: Aşırı Isı Girişi
Paslanmaz çelik ısı iletkenliği karbon çeliğinin yaklaşık 1/3'üdür. Aynı parametrelerle kaynak yapılırsa deformasyon ve karbür çökelme kaçınılmaz olur. Isı girişini düşük tutun, kısa paso atın, pasolar arası sıcaklığın 150°C'yi geçmesine izin vermeyin.
Hata 4: Yetersiz Gaz Koruması
Saf CO₂ paslanmaz çelik kaynağında kesinlikle kullanılmamalıdır. Önerilen: %98 Ar + %2 O₂ veya üçlü Ar/He/CO₂ karışımı. CO₂ oranı %5'i geçmemelidir.
Hata 5: Yüzey Temizliği Eksikliği
Yağ, oksit ve nem kaynak dikişinde gözenek ve çatlak oluşturur. Aseton veya IPA ile yüzey silme zorunludur; su bazlı temizleyiciler yeterli değildir.
Hata 6: Uyumsuz Taşlama Ekipmanı
Paslanmaz çelik dikişini düzenlemek için karbon çelik taşlama diski kullanmak demir kontaminasyonuna yol açar. Karbür ve paslanmaz uyumlu diskler kullanın.
Hata 7: Isıl İşlem Eksikliği
Özellikle 316L paslanmaz çelik kaynaklı bağlantılar kirli (ağır hizmet) ortamlarda kullanılacaksa, kaynak sonrası çözelti tavlaması korozyon direncini yeniden sağlar. Bu adımı atlamak uzun vadede korozyon hasarıyla sonuçlanır.
Sonuç
Paslanmaz çelik kaynağında her hata görünürde küçük gibi görünür ama uzun vadede korozyon veya yapısal bütünlük kaybıyla maliyeti çok daha büyük olabilir. Doğru sarf malzeme ve ekipman için DEFA teknik ekibi ile iletişime geçin.